谘詢熱線:0371-64909111
谘詢熱線:0371-64909111








訂購熱線:0371-64909111

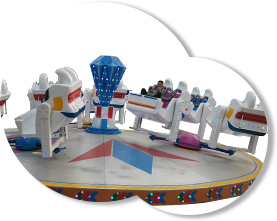
鄭州市香蕉短视频有限公司是集開發、設計、生產、銷售為一體的香蕉视频草莓视频廠家,專業生產各種機械類香蕉视频草莓视频、製作係列主題玻璃鋼工藝品擺件、承接整體樂園的規劃設計建設工程等,同時還可根據客戶需求定製所需設備,設備種類達五十餘種,出口十幾個國家,得到普遍好評,歡迎新老客戶來電垂詢、蒞臨考察! MORE+






 | 辦公室地址:河南省鄭州市 |
 | 廠部地址:河南省 |
 | 手機:18803970159 |
 | QQ:3208278895 |
 | 郵箱:3208278895@qq.com |
 | 座機:0371-64909111 |